86-18059874023
silinzhang@betalentcarbide.com
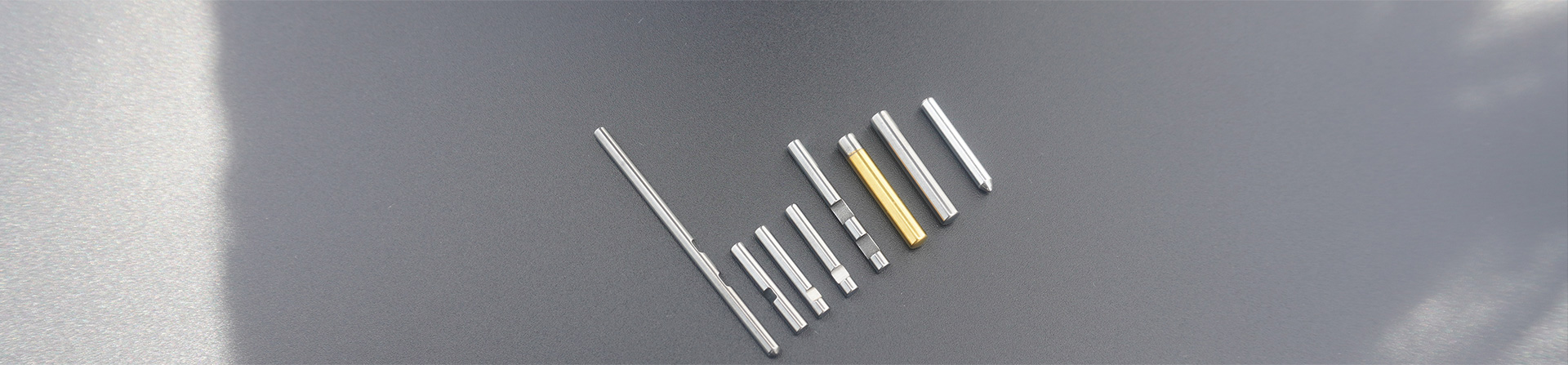
今日は、超硬合金ブレードの製造工程を紹介します。粉末
酸化タングステンは、炭素と混合されて、特別な炉(それはすべての超硬合金の主な原料である)で、炭化タングステンに処理されます。炭化タングステンは超硬脆材料であり、超硬合金の主成分である。炭化タングステンはコバルトと混合し,超硬合金の性質に非常に重要である。より多くのコバルトは、超硬合金の靭性を向上させる。異なる成分の重量比は、最も高い精度で実施される。バッチ420 kgの原料の誤差は20グラムを超えない。ミキシングは精密冶金的操作である。最後に、混合物は大規模なボールミルで微細で繊細な粉末に粉砕される。正しい流動性を得るためには、混合物を噴霧乾燥させなければならない。
2抑制
最初に、パンチでプレスして、基本的な形と寸法を得るために、高度に自動化されたCNC制御プレスで死にます。押した後に、刃は本当の
超硬1224567890刃に非常に類似しているように見えます。しかし硬さは超硬刃グレード比較表の規格に達しない。 3 .硬化のための焼結は、1500℃で15時間熱処理される。焼結工程により、溶融コバルトとタングステンカーバイド粒子とが接合される。焼結炉の処理プロセスは2つのことを行う:まず、ブレードが大幅に収縮し、焼結前のブロック収縮率を正確に計算する必要があります正確な許容値を取得する必要があります。今、刃は予想された硬さに達しました、しかし、それは配達されることができる点に達しませんでした。次の生産工程に進む前に、座標測定機の刃の大きさを注意深くチェックします。
4 .ダイヤモンド研削を通して
を研削することは、炭化物刃が正確な形を持つことができます。ブレードは、幾何学的角度要件に従って種々の研削処理を受ける。ほとんどのグラインダーは、いくつかの段階でブレードを検査し、測定するために内蔵の制御を持っています。
5 .切削エッジ
の処理は、加工に必要な最大耐摩耗性を達成するために正しい形状を得るために加工される。これらのブレードは、特殊なブラシをシリコンカーバイドコーティングでブラッシュすることができ、最終的な結果は、処理方法に関係なく確認する必要があります。すべての刃の90 %- 95 %は、ある種のコーティングをします。異物が工具性能に影響を及ぼすことがないので、この表面に異物が付着しないようにする必要がある。
 English
English  日本語
日本語  français
français  Deutsch
Deutsch  Español
Español  русский
русский  português
português  العربية
العربية  tiếng việt
tiếng việt 


