86-18059874023
silinzhang@betalentcarbide.com
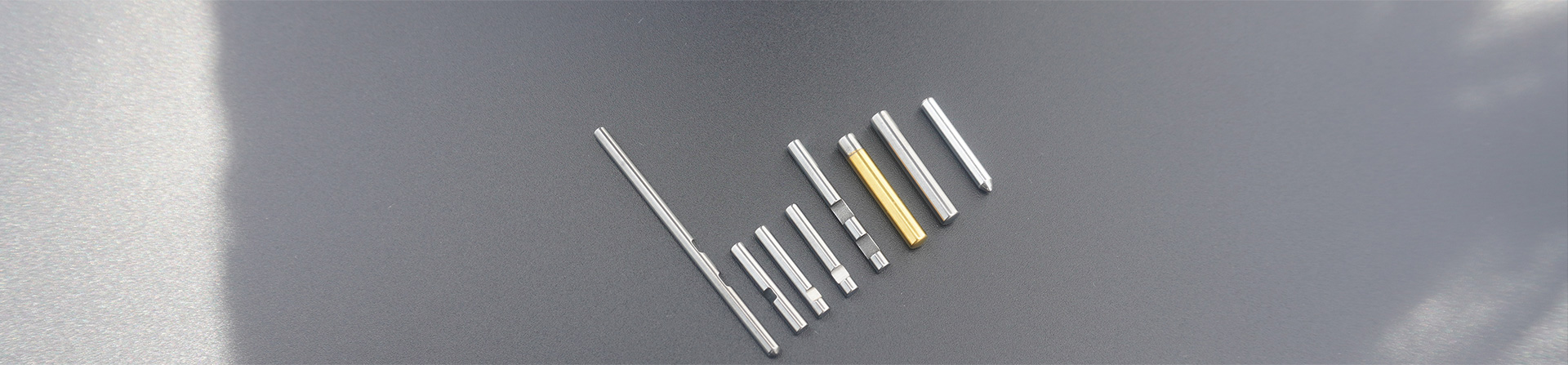
炭素繊維複合材料は,高い強度と耐高温性により,先進航空宇宙材料となっている。しかし、その欠点もある。炭素繊維複合材料の層間せん断性能と横引張性能は比較的低い。このため,炭素繊維複合材料の穴あけプロセスでは,burrs,引裂き,繊維引抜き,層間はく離などの炭素繊維処理の欠陥が起こりやすく,炭素繊維の広い用途に影響を及ぼす。現在,炭素繊維複合材料の加工に特別に使用されているカーボンファイバ用の炭化ほう素ビットがある。材料としての炭素繊維は
で,生産効率,製造コスト,加工品質を考慮して,超硬ビットは現在最も普及している。いくつかのデータは炭素繊維のための炭化ドリルビットが炭素繊維複合材料の処理に適していることを示している。その理由は,炭素繊維複合材のドリル加工時に軸力が小さく,穴あけ品質が良いことである。次に,炭素繊維用炭化けい素ビットを用いた炭素繊維の加工プロセスを説明した。
1一般に、軸力が大きいほど工具への衝撃が大きいと一般的に考えられる。このため、ドリル加工においては、スピンドル速度を適切に増加させて回転数を許容範囲内で減少させることができ、生産効率を向上させ、同時に軸力を得ることができる。ツールの摩耗と同様に振動を最小にして、ツールの耐用年数を長くするために。
2主軸力は主軸速度が増加するに従って減少する傾向にあり,回転数が増加すると増加する。また,軸力に及ぼすスピンドル速度の影響は飼料の影響よりも小さい。送り速度が増加すると、単位時間当たりのドリルビットの送り距離が飛び、出口側により大きなティアが形成される。また、穴壁の加工品質は、基本的に軸力の影響を受けない。
3 .掘削力と出口涙長の経験式に従って,ドリル加工パラメータを選択して掘削力と出口涙長が許容範囲内であることを保証するために,穿孔力と出口涙長を予測できる。
 English
English  日本語
日本語  français
français  Deutsch
Deutsch  Español
Español  русский
русский  português
português  العربية
العربية  tiếng việt
tiếng việt 

